Золотые руки: опиливание, подгонка размера, сборка, пайка
Москва 8 800 1000 750Личный кабинет
- Избранное
Войти
- SALE
- Украшения
Все разделы
Украшения
- Все украшения
Украшения
Все украшения
Для кого
Все украшения Для кого
- Украшения для женщин
- Украшения для мужчин
- Золото
- Все украшения
Украшения
Все украшения
Для кого
Все украшения Для кого
На участок монтировки изделие попадает после. Описание ювелир-производство. Когда имеет смысл поднимать участок
Прежде чем попасть в витрину магазина, украшения должны пройти через множество этапов производства. Сегодня мы расскажем вам о том, куда попадают изделия после литейного участка.
Шлифовка
Отлитые в металле украшения вряд ли можно назвать безупречными. Именно для этого они отправляются на участок шлифовки, где умелые руки ювелиров ещё на один шаг приближают изделие к совершенству.
Шлифование нужно для того, чтобы придать поверхности металла определённую чистоту и точные размеры. Так, мастера равняют место обрезанного литника́, которым изделие прикреплялось к восковому стержню ёлки, или убирают обло́й — то есть излишки металла, которые могли образоваться в процессе литья.

Для этого используется специальный станок со шлифовальным кругом, состоящим из мелких карборундовых кристаллов. Шлифовщик подносит изделие к кругу, «снимая» лишний металл. Для проработки мельчайших деталей используется ручной инструмент — бормашина со множеством насадок, отличающихся размером и твёрдостью, или напильник.
Только после ручной шлифовки изделие проходит на участок галтовки.



Этот участок ювелирного производства напоминает огромную кухню, где в каждой «кастрюле» что-то готовится под чутким руководством опытного шеф-повара. Правда, вместо «кухонной утвари» в галтовке огромные вращающиеся барабаны, а в роли шеф-повара — ювелиры.
На самом деле галтование — это процесс очистки ювелирных изделий, который совмещает шлифование и полирование. Изделия помещаются в крутящиеся барабаны со специальными полирующими средствами или реагентами. Обычно галтование включает два этапа: сырую шлифовку и сухую полировку — но для некоторых изделий достаточно только сухой обработки.

Сначала украшения помещаются во вращающийся барабан, в который заливается буферный раствор с реагентами. В качестве реагентов могут выступать моющие и полирующие средства, а также раствор едкого натра, гашённой извести, кальцинированной соды и некоторых других веществ, которые ускоряют процесс очистки. Вместе с этим в барабан помещаются специальные стальные шарики небольшого размера.
По прошествии определённого времени содержимое барабанов выливается в ёмкость, похожую на огромное сито. Всё, что не нужно, уходит, а очищенные украшения остаются.

Второй этап — сухая полировка. Принцип галтования такой же, только вместо растворов в барабаны засыпаются сухие абразивы: керамика, фарфор, пластик, корунд и даже скорлупа грецкого ореха, которую, по словам ювелиров-галтовщиков, не сравнить ни с каким синтетическим материалом. Засыпанные фигурки имеют форму пирамиды, конуса, цилиндра или шара.



Специалисты не только загружают и вынимают изделия, но и следят за временем: важно правильно выставить параметры работы оборудования, не повредить металл и элементы дизайна украшений.
Полировка
Для «наведения блеска» изделие отправляется к полировщикам.
С помощью полировочного станка или вручную, бормашинкой со специальными насадками, ювелиры делают украшения невероятно гладкими и блестящими.

В противоположность шлифованию при полировании не применяются жёсткие абразивы, а используются исключительно гладкие или мягкие материалы, такие как войлок, фетр или шерсть. Перед началом работы изделие должно быть обезжирено. Чтобы уменьшить трение и отвести возможные тончайшие стружки, применяется так называемая полировальная вода (мыльный раствор с нашатырным спиртом).


Сначала изделие обрабатывается с внутренней стороны (если это необходимо), а затем снаружи. Полировщик как бы проводит по поверхности металла штрихи, сначала в одном направлении, а потом «поперёк», чтобы не было полос.
Только после этого украшение приобретает блеск, достойный драгоценного металла. Нужно сказать, что некоторые изделия полируются не только на этом этапе производства, но и позднее, после закрепки камней.

Предотвратить ущерб, нанесенный талыми водами и обильными осадками, можно посредством обустройства поверхностного водоотвода. Данная система служит для сбора и отвода избыточных атмосферных осадков, которые зачастую подтапливают прилежащий участок, а вместе с ним плодовые деревья (и другие насаждения), фундаменты и подвалы. В статье речь пойдет о системе поверхностного водоотвода.
Преимущества поверхностного водоотвода
Устройство системы не требует серьезных финансовых вложений, за счет уменьшения земляных работ. В результате чего снижается вероятность нарушения структурной прочности грунта, то есть просадки.
- За счет организации наружного водоотвода линейного типа значительно расширен охват территории для водосбора, при этом редуцируется такая величина, как протяженность магистрали канализации.

- Проведение системы может производиться без нарушения всей целостности существующего дорожного покрытия. Здесь осуществляется врезка согласно ширине желобов.
- Система целесообразна для монтажа на каменистых или неустойчивых грунтах. А также в тех местах, где нет возможности произвести глубинные работы (архитектурные памятники, подземные коммуникации).
Виды водоотводов
Водоотводы — часть ливневых канализаций, которые применяются при благоустройстве как общественных, так и частных территорий. Существует 2 типа систем: линейная и точечная.
- Линейная система состоит из желобов, пескоуловителя, иногда и дождеприемника. Такая конструкция прекрасно справляется со своей задачей на больших территориях. При ее организации земляные работы сведены к минимуму. Ее монтаж необходим на участках с глинистым грунтом, или уклон которых составляет более 3º.

- Точечная система представляет собой локально расположенные дождеприемники, объединенные под землей трубопроводами. Система оптимальна для сбора воды, поступающей из кровельных водостоков. Также ее установка целесообразна на участках со скромными площадями или когда имеются какие-либо ограничения для обустройства линейного водоотвода.
Каждая система отличается эффективной работой, но их комбинирование является оптимальным вариантом при организации водоотвода.
Устройство дренажа для водоотвода
Для организации водоотвода линейного или точечного применяются различные элементы и устройства, где каждая составляющая выполняет свое назначение. Грамотное их объединение приводит к результативной работе.
Желоба
Водоотводные лотки — неотъемлемая часть линейной системы, служат для сбора осадков и талой воды. П
На участок монтировки изделие попадает после соколов. Монтировочные операции
После приобретения земли под застройку часто оказывается, что рельеф и геология местности не вполне пригодны для долговременного использования и ведения сельскохозяйственной деятельности. Мы расскажем о поднятии и выравнивании грунта, начиная от разметки и заканчивая защитным озеленением.
Когда имеет смысл поднимать участок
Одной из худших геоморфологических обстановок считается поднятие УГВ выше глубины промерзания грунта. На таких участках пучение выражено особенно сильно, из-за чего возникает потребность в сложных типах фундаментов, например, в свайно-ростверковом. Малозаглубленные фундаменты в таких условиях не работают, а полноценное заглубление требует опоры на слой грунта в 2,5-3 метрах от поверхности, выше фундамент остаётся неустойчивым и может подвергаться осадкам из-за высокой влажности грунта.

Нельзя сказать, что геодезическое планирование участка — это дешёвый метод избавиться от проблем с грунтом. Однако полезность такого решения может быть выражена экономически в пользу застройщика, в случае если поднятие грунта избавило от проблем с гидроизоляцией, утеплением и стабилизацией фундамента и вызванных этим затрат. Обычно так и есть: планирование позволяет дешевле, а главное — быстрее решить проблему плохой геоморфологии, существенно сокращая в итоге срок усадки основания. Особенно показано такое решение при строительстве сруба или монтаже сборных фундаментов.

Но поднятие уровня на участке не всегда решает проблему. При большом уклоне (более 5-7%) следует выполнять террасирование , а не поднятие грунта, а это уже совсем другая технология. На таких уклонах даже привлечение спецтехники для заливки буронабивных свай обходится меньшей кровью, а ведь среди фундаментов этот — один из сложнейших. В местности может также попросту не оказаться достаточно плотного слоя грунта, чтобы опереть на него постройку нужной массы. Поднятие участка в такой обстановке вообще ничего не даст, в любом случае придётся делать фундамент плавающим.

Нужен ли дренаж
Дренажные системы показаны для искусственно выровненных участков со значительным перепадам высот, где обычным поднятием, как мы знаем, проблему не решить. Однако явления эрозии и вымывания могут быть выражены даже на небольших уклонах, поэтому минимальную отсыпку и поверхностный дренаж придётся сделать.

По обоим границам участка, расположенным вдоль уклона, нужно отрыть дождевые траншеи , одна из которых (нижняя) принимает воду из поперечного разреза, устроенного по верхней границе участка. Дно траншей отсыпают щебнем, по уклонам высаживают кустарник. Периодически траншеи придётся чистить, обычно на долю владельца участка приходится та, что выше по уровню. По глубине траншеи должны доходить до верхнего водоупора и немного разрезать его — около 20-30 cм. Чтобы меньше нарушать рельеф местности, глубину траншей можно корректировать гигроскопичным материалом — тем же щебнем или строительным боем.
Если направление уклона и траншеи расходятся более чем на 15º, следует быть готовым к усиленному поступлению воды. Дно верхней траншеи следует вымостить кирпичом, ещё лучше — лотками. На таких участках имеет смысл выравнивать грунт локально исключительно под постройки. В таком случае участок под огород просто защищается от эрозии траншеей поперёк уклона, по верхнему склону которой высажен ивняк или несколько берёз. Дно траншеи и её верхний откос рекомендуется отсыпать щебнем, чтобы упредить заиливание.
Нет никакого смысла выстилать чернозёмом весь слой насыпи, как и нету смысла набрасывать глину поверх плодородного слоя. Верхний слой придётся снять до чистой глины, а затем вернуть на место. Если выравниванию подлежит только часть участка, излишек грунта просто отбрасывается на прилегающую территорию. Если участок планируется полностью, работы проводят в два этапа.

Выемка грунта проводится с целью устранить пластичную вымываемую прослойку между двумя плотными слоями, ибо так велика вероятность сползания насыпи под собственным весом. Единственное исключение — когда участок расположен просто в низине без уклона на 20-30 см ниже прилегающей территории. Здесь разумно ограничиться увеличением толщины плодородного слоя.

После оголения плотного пласта проводится серия геодезических замеров. Зная конфигурацию верхнего водоупора, можно определить необходимый объём грунта и начать его завоз. Параллельно вычисляют объёмы щебня для подсыпки и планируют устройство дренажной системы .
Чем отсыпать возвышенность
Для создания насыпи используется тугопластичная глина в набухшем состоянии, суглинок или супесь. Способность подсыпки пропускать воду определяется геоморфологией: если при обилии воды плотно утрамбованную террасу отсыпать не получается или подсыпка ведётся поверх пористой прослойки — насыпь должна ограниченно пропускать воду. Оптимально, если по несущей способности глина соответствует нижележащему слою, так что не поленитесь взять пробы.

В местах, где план участка возвышается над прилегающими территориями более 30-40 см, необходимо выполнить подпорную отсыпку дорожным щебнем фракции 70-90 см. Его же используют и в поверхностном дренаже. Щебень сваливают сразу после выемки грунта под образованный борт. Ширина отсыпки в нижней части должна быть не менее половины высоты щебенчатого вала. По сторонам участка вдоль уклона щебнем можно сразу формировать дно дренажных траншей.

Подпоры высотой более метра накрывают геотекстилем, который сразу придавливается небольшим слоем глины. После этого заводится и распределяется по участку привозной грунт. Самый простой маршрут прокладки — начиная с вала, проложенного от места въезда техники до противоположной точки, а затем в отвал в обе стороны.
За один раз не рекомендуется насыпать более 0,7-0,8 метров насыпи из глины. При необходимости поднять больше следует дождаться обильного дождя или дать насыпи время на зимовку. Но с применением трамбовочной и экскаваторной техники можно быстро насыпать и более внушительные отвалы.
Нужно ли трамбование или укатка
Оптимально, если привозная глина последовательно сгружается полностью на верхнем уровне отвала, а затем сталкивается ковшом на незаполненные участки. Так происходит качественное уплотнение, при котором окончательная усадка проходит за одно-два смачивания.

Литейный цех ювелирной компании | Журнал SOKOLOV
Москва 8 800 1000 750Личный кабинет
- Избранное
Войти
- SALE
- Украшения
Все разделы
Украшения
- Все украшения
Украшения
Все украшения
Для кого
Все украшения
Для кого
- Украшения для женщин
- Украшения для мужчин
- Украшения для детей
Материал
- Все украшения
Украшения
Все украшения
Для кого
Все украшения
Ювелирная фирма «SOKOLOV»…Детали производства… — Будь стратегом ! 🙂 — ЖЖ
Originally posted by SOKOLOV. at Ювелирное производство в КрасномВ коментариях к предыдущей статье меня просили сделать репортаж с производства. Получилось следующее:
История ювелирных изделий начинается с появления эскиза в карандаше, передающего идею художника. Для детальной проработки и создания технического рисунка, важного для последующих этапов производства, эскиз переносится на компьютер и с помощью планшета и пера доводится до совершенства.
- эскиз
Созданный художниками технический рисунок попадает в руки к 3D-дизайнерам, которые проявляют немалое творчество, создавая объемную модель украшения в специализированной компьютерной программе. Специалисты по компьютерному моделированию работают в контакте с художниками, чтобы полностью передать их замысел.
- 3d моделирование
Разработанный 3D-дизайнерами компьютерный файл передается для прототипирования изделия. Будущее ювелирное украшение «выращивается» на специальном 3D-принтере из полимера или воска. Созданная на оборудовании модель дорабатывается модельером для последующей отливки.
- 3d принтер
- работа 3d принтера
Независимо от того, из какого металла украшение было задумано художником, впервые оно появляется в серебре. Множество прототипов различных изделий надеваются на восковые стержни и отливаются в серебре. Этот образец после финальной доработки модельером становится мастер-моделью — прообразом будущего тиража украшений.
- моделирование
- моделирование 2
- моделирование 3
Мастер-модель используется ювелирами для получения пресс-формы. Прототип погружают в специальную пластичную массу, формуют и отправляют в печь, где при высокой температуре напоминающая пластилин масса затвердевает до состояния резины. Пресс-форма аккуратно разрезается и мастер-модель вынимается.
- резка пресс формы
Модельщики выплавляемых моделей плотно зажимают пресс-форму, в которую под давлением впрыскивается расплавленный воск, мгновенно твердеющий. Прототипы будущих украшений надевают на восковой стержень, получая напоминающую елку заготовку для отливки.
- ёлочка
- ёлочка
Восковую елку помещают в специальное приспособление для литья — опоку. Она заполняется формовочной массой и отправляется в печь на несколько часов, где гипс застывает, а восковые модели расплавляются. Опока вынимается, ей дают остыть, затем заполняют подготовленным ювелирным сплавом. После литья твердую формомассу смывают, и появляется золотая елка, изделия с которой срезаются и отправляются на дальнейшую проработку.
- литьё
- литьё2
- литьё3
Только что отлитые изделия матовые и лишены блеска. Будущие украшения опускают в специальные движущие барабаны, где изделия шлифуются в специальной массе, состоящей из мелких частиц. На полировке же украшение приобретает блеск, достойный благородного металла.
- барабан
- полировка
- полировка
Сложные ювелирные изделия, состоящие из составных частей, отправляются на участок монтировки. На нем, например, соединяются декоративная часть и замок у серег, надевают колечки для надевания подвески на цепь, собирают сложные браслеты и производят многие другие операции. Прочность сборки в обязательном порядке проверяется контролем качества.
- мортировка
- монтировка
Закрепка ювелирных камней — один из самых трудоемких и ответственных этапов ювелирного производства. Опытные специалисты работают под микроскопом, аккуратно размещая вставки — от фианитов до бриллиантов — в специальные площадки и закрепляя их. На этом этапе работают профессионалы с многолетним опытом, гарантирующие прочность и надежность крепления.
- закрепка
- закрепка
Для придания яркого благородного блеска, украшения из белого металла покрывают родием — металлом платиновой группы, более ценным, чем само золото. Изделия опускаются в гальваническую ванну, где в результате химической реакции покрываются ровным слоем металла. На изделия из красного золота родий наносится специальным карандашом, как правило — в местах крепления вставок.
- родаж
- ручная гравировка
- ручная гравировка
- нанесение эмали
- эмаль
Вот такой цикл проходят украшения(про ОТК уж не пишу) перед попаданием на прилавки.
шлифовка, галтовка, полировка На участок монтировки изделие попадает после
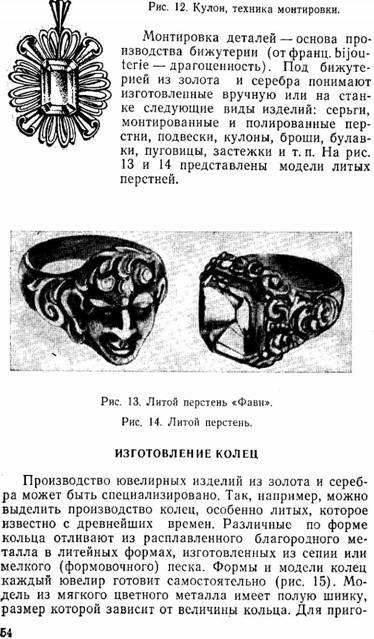
Основная технология производства ювелирных изделий позволяет применять самые различные комбинационные варианты. Изделие может быть простым; его можно смонтировать из круглой проволоки или вырезать из листового металла (рис. 12). Украшения, например, ренессансные и в стиле барокко, орнаментировали очень богато Позднее в орнаменте утвердились мотивы природы особенно легкие пластичные цветы и лепестки с мельчайшими деталями (матированные или гравированные) До последнего времени преобладало увлечение полированными поверхностями, дополненными деталями из другого цветного материала, который делал изделие очень эффектным.
|
Товления литейных форм используют сепии — известковые овальные раковины морского моллюска каракатицы размеромот 8X4 до 15X6 см (рис. 16), которые водятся вГвсех морях Европы? однако чаще встречаются в Адриатическом море. В затвердевшем сухом состоянии Гешш с одной стороны, заполнены мягким известковым веществом Раковину сепии разрезают в продольном направлении на две половины (для модели *сольца с низким кастом) или на три части (для колец с высоким или широким кастом). Каст — корона кольца — должен быть
Пасположен в утолщенной части формы. Известковое нешеств* сепии вырезают ножом, затем обрабатывают отдельные части на широкой поверхности напильника или ровном карборунде и трут одну часть о другую до тех пор пока обе половины (третью часть пришлифовываю? снизу) тесно не примкнут друг к другу. Модель кольца вдавливают посередине одной части сепии головой вниз только до половины продольной оси. На месте, ?де должен находиться камень, по его размеру устанав — пиваюГдревесньГй вкладыш, с помощью которого в отуме образуется пространство для установки камня. К первой полуформе прилаживают и прижимают вторую ™ формы; снизу к ним прикладывают третью часть заготовки формы. Прежде чем вынуть модель, наружные края формы обрезают в виде призмы, а поперек зазоров пилкой или чертилкой прорезают расходя^ шиеся в разные стороны риски для того, чтобы по этим контрольЕым желобкам можно было правильно сложить отдельные части формы. В одной части раковины пообе — ГсГрГам вдавленной модели прорезают чертилкои
Тонкие риски так называемые воздушные каналы, наискось снизу вверх для отвода воздуха при заливке расплавленного металла, а также для того, чтобы форма не
Разорвалась. Наконец модель вынимают из сепии и шинку кольца в обеих половинках формы окончательно дорабатывают. Одновременно ножом в верхней части формы прорезают воронкообразный литниковый канал для заливки расплавленного металла (рис. 17). После соединения одинаковых частей по обозначенным контрольным рискам форму связывают мягкой проволокой и прикрепляют к соответствующей рукоятке. Чтобы отливка не стала пористой, форма должна быть сухой, а перед непосредственной заливкой в расплавленный благородный металл необходимо добавить немного цинка. Перед заливкой металл сильно протравливают. В процессе заливки надо следить за тем, чтобы в форму вместе с металлом
Рис. 18. Тигель для плавки металла: / — неправильно; // -правильно; л -материал; б -бура.
Не попали расплавленная бура
На участок монтировки изделие попадает после соколов. Монтировочные операции. Типы складов и их функции
Ювелирное дело » Дефекты изделий и их устранение
Дефекты изделий и их устранение
Качество готовых изделий на предприятиях ювелирной промышленности проверяют отделы технического контроля (ОТК). Изделия, которые нельзя исправить, отправляют в переплавку, а изделия, которые можно исправить, возвращают мастеру-исполнителю. Ювелир определяет причину дефекта и находит оптимальный вариант его устранения. Виды брака после монтировки ювелирных изделий: несоответствие заданному размеру, поры и непропаи в местах паяных соединений, нарушение симметричности изделия при сборке, несоответствие цвета припоя данному изделию, непарность спаренных изделий (серег), недостаточная плотность неразъемных подвижных соединений, люфт (болтанка) при работе застежньгх устройств, недостаточная чистота обработки изделия.
Дефекты, обнаруживаемые после закрепки камней: криво закреплен камень, неодинаково обработаны крапаны, недостаточно четко нанесена гризантная насечка, нечисто сделана подрезка вокруг камня, неровно обжат камень, шатание камня в касте, недостаточно чисто выполнена фаден-гризантная разделка, сколы камней по рундисту, на углах, на ребрах.
Несоответствие изделия заданному размеру распространяется в основном на кольца, причиной этого может быть неправильный расчет заготовки на шинку, нарушение длины заготовки при припасовке шинки. Для исправления дефекта меняют размер кольца в большую или меньшую сторону. Уменьшая размер колец переменного сечения или с кастой, верхушкой, напаянными элементами, из середины шинки вырезают участок, составляющий разницу. Вырезанный участок должен включать фугу, чтобы не образовывать еще одного места пайки. Уменьшая размер обручальных колец, предварительно отожженное кольцо подвергают двустороннему обжатию в проколотке или анке. Увеличить кольцо до одного размера можно путем вытяжки шинки (расколачивания на ригеле). Кольца одного сечения увеличивают на специальном рычажном приспособлении — разжимном ригеле. Для увеличения колец на 1,5 мм и больше впаивают вставку нужного размера из металла тех же пробы и цвета.
Главная причина появления пор в местах паяных соединений — неплотная припасовка деталей или, что бывает реже, несоответств